Why CNC Machining and 3D Printing Both Matter in Industrial R&D
Over the past six years working in vacuum pump R&D, I've worked on projects from early design all the way to final assembly and delivery. In most cases, the process starts with two decisions: choosing materials based on the actual operating conditions, and deciding how the parts will be manufactured.
In industrial equipment, material selection is rarely flexible. Corrosion resistance, temperature, and long-term reliability usually narrow the options quickly, which is why stainless steel is commonly used in many pump components.
A vacuum pump contains a wide range of parts. Some are simple enough to machine directly from standard stock material, while others have much more complex internal structures. For those parts, the manufacturing route becomes less straightforward — commonly casting or forging plus CNC machining, and 3D printing has become increasingly common in recent years.
That raises an interesting question. With 3D printing improving so quickly over the last few years, why does CNC machining still remain the dominant process in industrial manufacturing?
Why Engineers Started Using 3D Printing
I still remember a lecture during my master's program in the UK. My gas turbine professor walked to the front of the room holding a small turbine compressor with a complex internal air flow channels system inside it.
At the time, I had already spent three years working in a vacuum pump factory, so my first thought was not to admire the design — it was to think about how difficult that part would be to manufacture.
For a rapid R&D prototype, producing something like that with conventional methods would have been extremely expensive and time-consuming. Complex casting molds, specialized tooling, secondary machining, and multiple setup operations would all be involved just to make a single test piece. The professor then explained that the impeller had been entirely 3D printed, matching my guess.
One of the biggest advantages of 3D printing is design freedom. In traditional CNC machining, the cutting tool always imposes physical limitations on what can actually be manufactured. Deep internal cavities, curved flow channels, and undercut features often become major challenges because the tool simply cannot reach certain areas.
Before additive manufacturing became practical, engineers often had to redesign parts specifically for manufacturability. A single complex component might need to be split into multiple simpler pieces, machined separately, and then welded or assembled together afterward.
3D printing changes that completely. Since the part is built layer by layer, engineers can create internal structures and geometries that would be extremely difficult — or sometimes impossible — to machine conventionally.
The second major advantage is speed during prototyping.
In machining, making a prototype usually involves much more than running a CNC program. Fixtures may need to be designed, special tools may need to be ordered, and multiple machining setups often have to be tested before a usable part is produced.
For R&D work, that preparation time matters. 3D printing removes much of it. Once the CAD model is ready, engineers can move directly into prototype production without waiting for tooling, molds, or dedicated fixtures. In many cases, what once took weeks can now be tested within days.
Where CNC Machining Still Dominates
Seeing that 3D-printed turbine compressor in the classroom was impressive. But once I thought back to the factory, the practical limitations became much clearer.
In my vacuum pump manufacturing experience, many components simply cannot tolerate dimensional variation. A pair of screw rotors, for example, may run at several thousand RPM with extremely small clearances between them. Even a very small dimensional error can create contact, increase heat generation, or shorten the service life of the pump.
This is where CNC machining still holds a major advantage.
3D printing is excellent for producing complex geometries, especially during prototyping. But in precision industrial assemblies, dimensional stability and repeatability usually matter more than geometric freedom alone.
In manufacturing environments, tolerances are often unforgiving. For bearing fits, rotor clearances, sealing surfaces, or shaft alignment, consistency across every machined part is critical. Modern CNC equipment can routinely maintain tolerances within a few microns when the process is properly controlled, which is difficult for most metal 3D printing processes to achieve directly from the printer.
Surface finish is another major difference.
| Factor | CNC Machining | Metal 3D Printing |
|---|---|---|
| Tolerance | Very High | Moderate |
| Surface Finish | Smooth | Rougher |
| Material Structure | Uniform | Layer-based |
| Fatigue Performance | Excellent | Application-dependent |
| Production Speed | Fast in batches | Slower |
| Prototype Flexibility | Moderate | Excellent |
| Complex Internal Geometry | Limited | Excellent |
For components such as pump shafts, seal faces, valve seats, or bearing surfaces, roughness directly affects friction, wear, sealing performance, and operating temperature. Machined surfaces can achieve very smooth finishes with stable dimensional control, while raw metal 3D-printed parts usually require significant post-processing before they are suitable for industrial assembly. (For practical Ra targets on these features, see our reference guide on specifying Ra surface finish for pump shafts, seals, and bearings.)
In fact, this leads to an interesting fact in manufacturing: many industrial metal 3D-printed parts still end up going through CNC machining afterward.
The printed component may provide the near-net-shape geometry, especially for complex internal structures, but critical areas still need to be machined afterward to achieve the final dimensional accuracy and surface quality required for assembly.
That is why, despite the rapid development of additive manufacturing, CNC machining still remains the foundation of most industrial production environments.
Problems With 3D Printed Industrial Parts
From marketing materials alone, it is easy to get the impression that metal 3D printing is ready to replace conventional machining in most industrial applications. In reality, the situation is much more application-dependent.
In my experience, additive manufacturing is extremely useful for prototyping, complex geometries, and certain mold or tooling applications. But when parts are expected to operate continuously inside industrial equipment, several practical engineering limitations still need to be considered carefully.
One of the biggest differences is material behavior.
A machined component produced from forged or cast material is generally isotropic, meaning its mechanical properties remain relatively consistent regardless of loading direction. Metal 3D-printed parts behave differently because they are built layer by layer during the printing process.
That layered structure can create directional differences in strength and fatigue behavior. For static components, this may not be a major issue. But for rotating or cyclically loaded parts — such as shafts, impellers, or rotor components — fatigue performance becomes much more important over long operating periods.
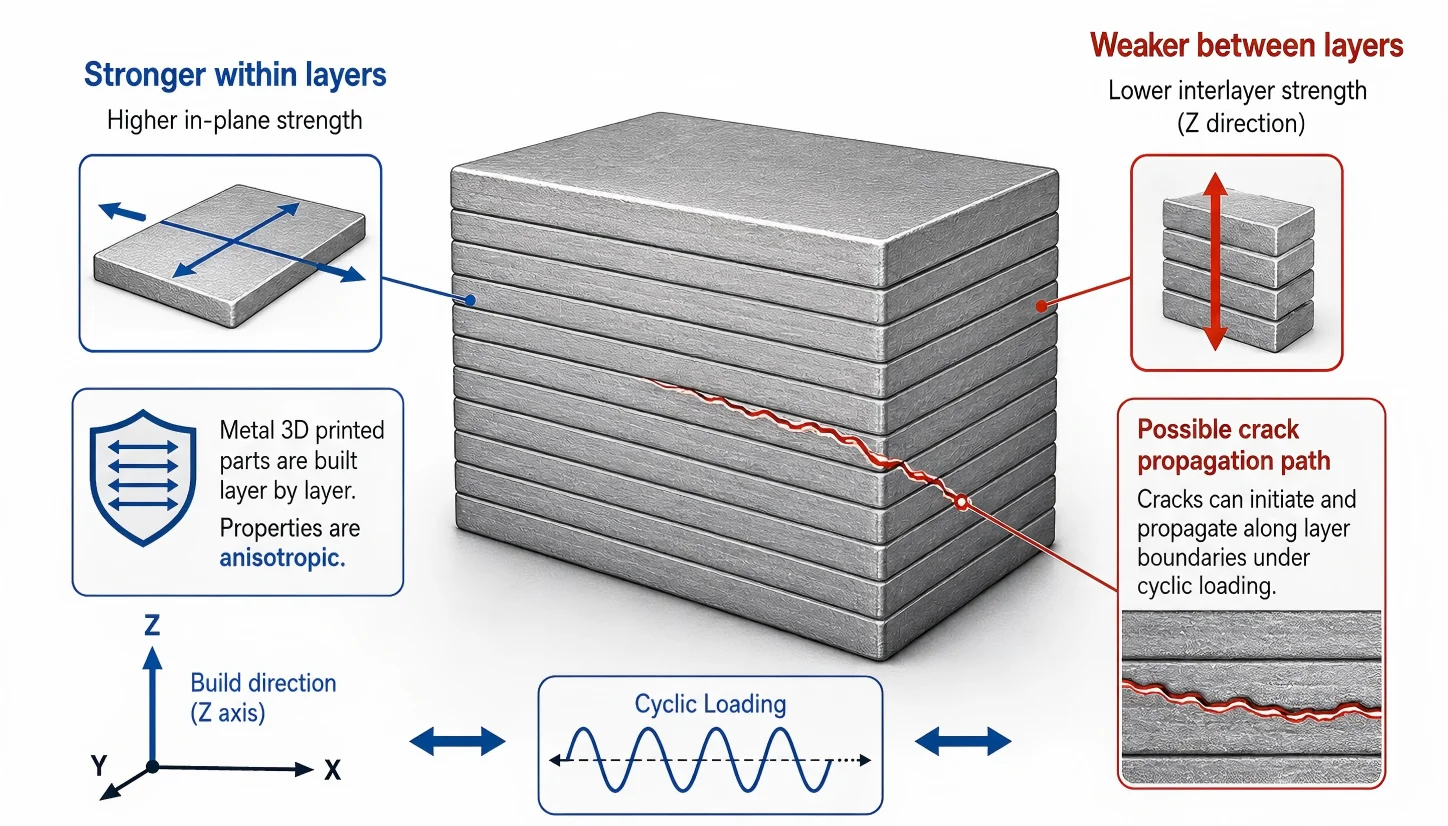
Another challenge is internal porosity.
Metal additive manufacturing relies on extremely localized melting and solidification of powder material. Small variations in heat input, scan quality, or powder consistency can sometimes leave microscopic voids or partially fused regions inside the component.
The easiest way to understand this is to compare it with welding. In welding, insufficient fusion or unstable heat input can introduce internal defects into the joint. Metal 3D printing faces a similar challenge, except it occurs continuously across thousands of deposited layers.
These internal discontinuities may not always be visible from the outside, but they can affect fatigue life and long-term reliability under repeated loading conditions.
Residual thermal stress is another practical issue that engineers often encounter with metal printed parts.
During printing, the material experiences repeated cycles of rapid heating and cooling. As the component grows layer by layer, thermal stresses gradually accumulate inside the structure. Once the finished part is removed from the build plate, those stresses can sometimes cause distortion, warping, or dimensional movement.
For industrial assemblies that depend on flat sealing surfaces, bearing alignment, or tight concentricity, even small dimensional changes can create problems during final assembly.
Because of this, many metal 3D-printed components still require additional post-processing steps such as heat treatment, stress relief, finish machining, or surface grinding before they are suitable for production use.
This is also one reason why CNC machining and additive manufacturing are often used together rather than treated as direct replacements for one another.
Where 3D Printing Actually Makes Sense
Despite its limitations, metal 3D printing is far from being a useless technology. In many applications, it solves problems that are either extremely difficult or uneconomical for conventional machining.
From an engineering perspective, the goal is not to decide whether CNC machining or additive manufacturing is "better." The real question is which process makes more sense for a specific part, operating condition, and production requirement.
One area where 3D printing performs particularly well is complex internal geometry.
In pump systems, thermal management, fluid control, and mold design, internal flow paths can become extremely difficult to manufacture conventionally. Traditional CNC machining is fundamentally limited by tool access. Straight drilled holes are simple, but curved internal channels or enclosed flow passages often require multiple-piece assemblies, welding, or very complicated casting processes.
3D printing removes many of those constraints. Since the geometry is built layer by layer, engineers can design internal cooling channels and fluid paths that follow the shape of the component itself. This is especially useful in applications such as heat exchangers, injection molds, custom nozzles, and certain high-performance flow components.
Another area where additive manufacturing becomes valuable is weight reduction.
In industries such as aerospace, motorsports, and high-speed automation equipment, reducing unnecessary mass can directly improve performance and energy efficiency. Modern topology optimization software allows engineers to remove material from low-stress areas while maintaining structural strength where loads are concentrated.
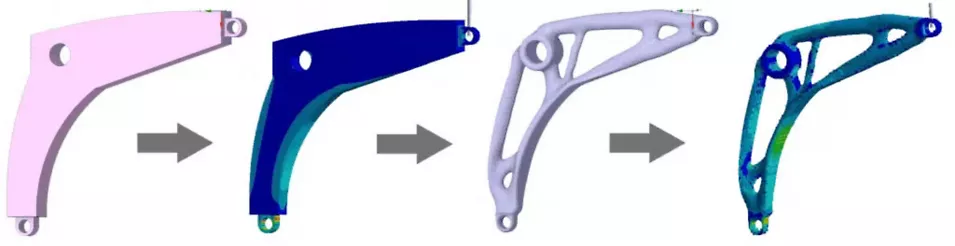
The resulting geometries are often difficult to machine conventionally because of their thin walls, lattice structures, or organic internal shapes. Producing those parts from solid stock material would also generate significant material waste. In these cases, 3D printing can provide a much more practical manufacturing approach.
Additive manufacturing is also becoming increasingly useful for replacement and low-volume legacy components.
In industrial maintenance, it is not unusual for older equipment to remain in service long after the original supplier has stopped producing spare parts. Recreating a discontinued component through traditional casting or tooling methods can be both expensive and time-consuming, especially if only one or two replacement pieces are needed.
With modern 3D scanning and CAD reconstruction, engineers can reverse-engineer damaged components and produce near-net-shape replacements much more quickly than before. Critical surfaces may still require CNC finishing afterward, but additive manufacturing can significantly shorten the lead time for low-volume repair and restoration work.
In situations like these, 3D printing is not replacing CNC machining. Instead, the two technologies are often working together to solve different parts of the same manufacturing problem.
The Turning Point: Prototype vs Production
Once the technical advantages and limitations are understood, the final decision usually comes down to something much more practical: production volume, lead time, and overall manufacturing cost.
In many cases, the real dividing line between CNC machining and 3D printing is not geometry — it is whether the project is still in prototyping or already moving toward production.
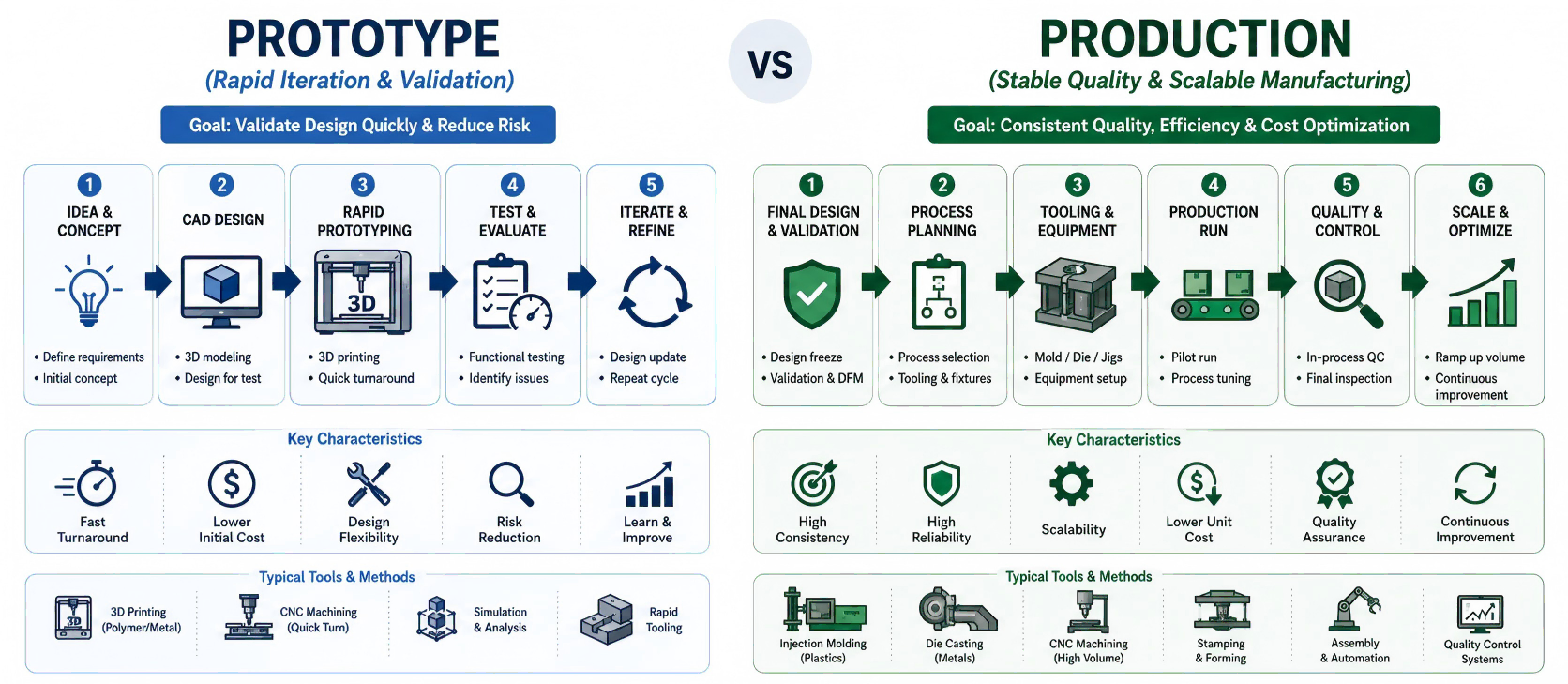
For low-volume prototype work, 3D printing can be extremely efficient.
During early R&D stages, engineers are often trying to validate a design concept as quickly as possible. That may involve testing a new impeller geometry, checking assembly clearances, or evaluating fluid performance before committing to production tooling.
For traditional machining, producing only one or two highly complex parts can be relatively expensive because most of the preparation work still needs to be done. CAM programming, fixture setup, tool selection, and machine setup all take time regardless of whether the shop produces one part or one hundred.
3D printing removes much of that preparation stage. Once the CAD model is finalized, engineers can move directly into prototype production, which significantly shortens lead times for early testing and design verification.
The situation changes once production quantities start increasing.
After a design is validated and moves into batch manufacturing, CNC machining usually becomes much more economical and efficient. The initial setup cost is spread across the full production run, and modern CNC equipment can produce large numbers of parts with very stable dimensional consistency and relatively short cycle times.
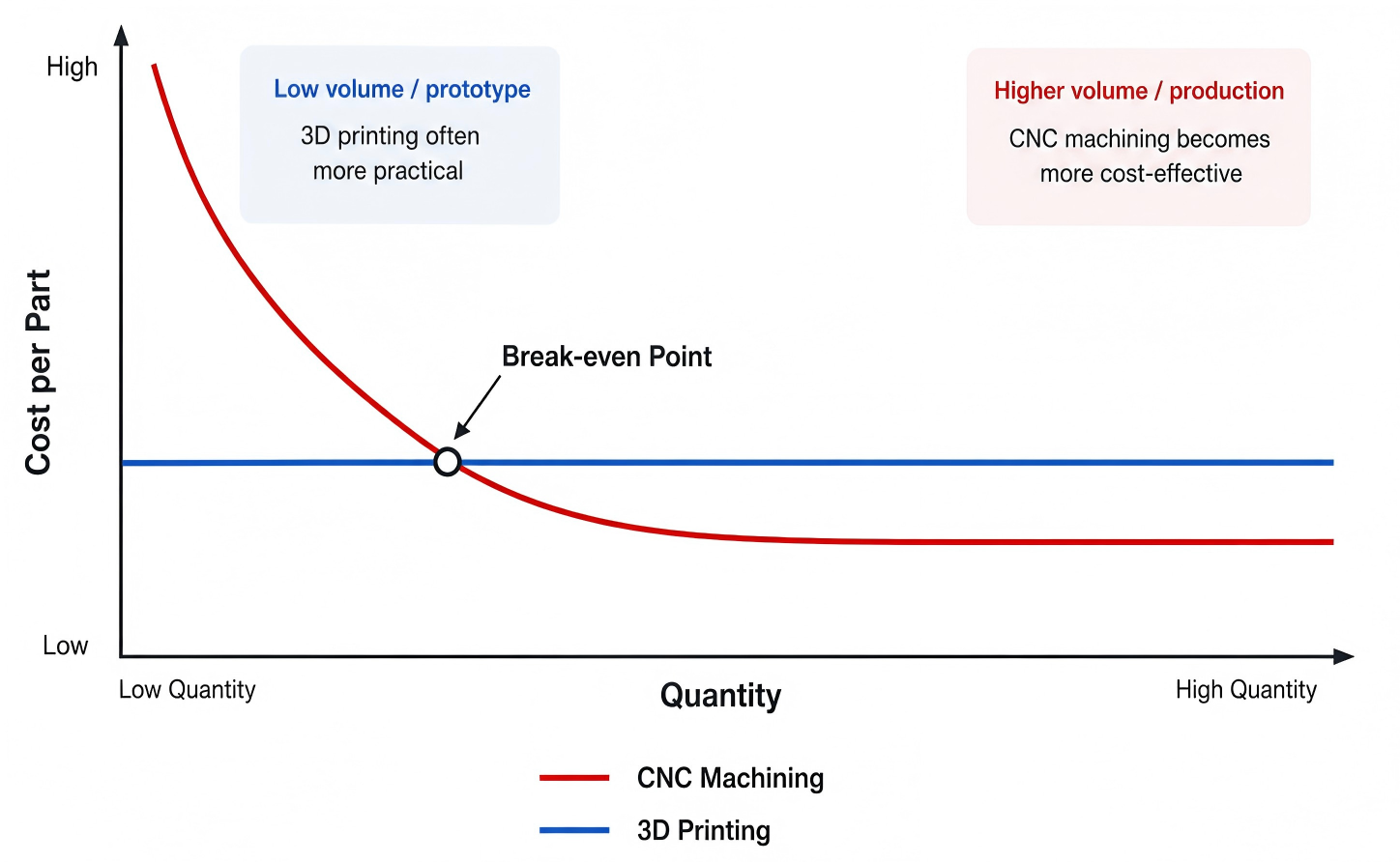
Metal 3D printing, on the other hand, does not benefit from scale in the same way. Build times remain relatively long, material costs stay high, and post-processing requirements often remain unchanged regardless of quantity.
This is one reason why additive manufacturing is commonly used during product development, while CNC machining continues to dominate most long-term industrial production environments.
From a buyer's perspective, the decision is usually less about choosing one technology over the other and more about understanding where each process makes the most sense.
For fast design validation and low-volume prototyping, 3D printing can save significant development time. For repeatable production, dimensional stability, and long-term manufacturing efficiency, CNC machining still remains the more practical solution in most industrial applications.
Choosing Between CNC Machining and 3D Printing for Your Project
Looking back at that classroom demonstration in the UK and comparing it with what I later experienced on the factory floor, I've come to see CNC machining and 3D printing as two very different manufacturing tools, each suited to different types of problems.
| Scenario | Better Choice |
|---|---|
| Rapid prototype | 3D Printing |
| Complex internal channels | 3D Printing |
| Precision rotating parts | CNC Machining |
| Large batch production | CNC Machining |
| Legacy replacement parts | Hybrid Approach |
For rapid prototyping, complex internal geometries, or low-volume experimental parts, metal 3D printing can offer clear advantages. In many engineering projects, it significantly shortens development time and allows designs to be tested much earlier in the process.
But industrial production introduces a different set of priorities.
In applications such as vacuum pumps, rotating equipment, and precision mechanical assemblies, long-term dimensional stability, surface finish, material reliability, and repeatable production quality become far more important than geometric flexibility alone.
That is why CNC machining continues to play such a central role in industrial manufacturing. Even as additive manufacturing continues to improve, most production-grade components still rely heavily on precision machining to achieve the tolerances, surface quality, and consistency required for real operating conditions.
In practice, the decision is rarely about choosing one technology over the other entirely. The more important question is understanding where each process fits within the overall engineering and manufacturing workflow.
Share your thought
Your email is kept private and only used to notify you of replies.